SLA as a 3D printing molding method, because of its material diversity, cheap, has been accepted by the public, in many fields are widely used, today, the author will take you to understand what is SLA process and SLA process on the requirements of product design and process principles have?
Overview

1. Process Overview
SLA, Stereolithography (SLA) 3D printing, is an additive manufacturing process that belongs to the vat photopolymerization family,is a molding method that uses a specific wavelength and intensity of ultraviolet light to irradiate a liquid photosensitive resin to polymerize and produce a three-dimensional solid layer by layer.
2. Process principle
SLA uses ultraviolet light to irradiate liquid photosensitive resin to cure it, during the process the platform is sunk into the resin tank layer by layer, the resin tank is filled with liquid resin, the ultraviolet light is irradiated on the liquid surface under the action of the deflecting vibrating mirror, and scanned according to the cross-sectional profile information, where the light point passes, the irradiated liquid will be cured, one plane scan will produce a layer corresponding to the layered plane figure, and with the previous layer has been cured Part of the solid bonding, and so on until the entire workpiece is completed.
The SLA process generally requires cleaning, support removal, sanding, and re-curing to obtain a product that meets the requirements of the SLA process for overhanging wall parts need to add support, the product and support for the same material, for colored models, and later color processing.
3. Process advantages
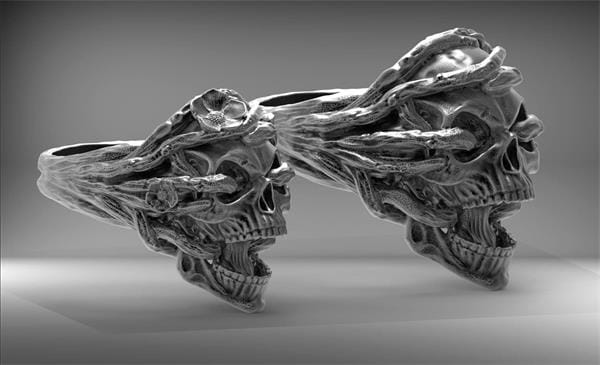
(1) High precision, smooth surface, and large size products can be made.
(2) Better rigidity, excellent sharp corners, and small shrinkage.
(3) Excellent surface detail, great texture, and fast production speed.
(4) A wide variety of resins (white, translucent, fully transparent, high tenacity, etc.) to meet various performance needs.
4. Application scope
(1) Rapid processing of high-precision, high surface quality, multi-detail prototype parts, can be used in automotive molds, medical biology, consumer electronics, games and animation, architectural design, sculpture modeling, home decoration and other fields of concept models, general parts, appearance verification, assembly verification, and in some cases can be used for functional testing.
(2) For special requirements there are corresponding characteristic materials, such as heat-resistant resin, fully transparent resin.
5. Design specifications
SLA process details structure requirements are generally
(1) Minimum detail wall thickness: 0.6mm (large area sheet thickness to be greater than 2mm).
(2) Minimum independent column diameter: 1mm.
(3) Minimum convex (concave) stroke width: 0.35.
(4) Minimum hole diameter: 1mm.
(5) minimum gap: 0.4mm.


6. Design principles
(1) The principle of shell extraction wall thickness
For the thick model, if the shell does not affect its performance, it is recommended to draw the shell, the shell can reduce the weight of the model, reduce the cost of the model, for the large surface model after drawing the shell is recommended to add reinforcement, which can greatly reduce the deformation of the model, of course, this also depends on the model structure specific analysis, SLA process of the minimum shell wall thickness requirements and the overall size of the relationship, with the increase in product size and the wall thickness should be increased accordingly. For small size parts (≤200mm), medium size parts (200-400mm), the minimum wall thickness is recommended to be 2mm. for large size parts (≥400), the minimum wall thickness is recommended to be more than 3mm.


(2) 35°design principle
As mentioned before SLA process for overhanging wall parts need to add support, the critical value of the overhanging wall angle is generally 35 °, so without affecting the performance of the model, the model design can be designed to the angle between the overhanging wall and the bottom surface is greater than 35 °, add rounded corners when appropriate, can reduce the support to ensure that the model size and surface quality.

(3) 0.35mm convex and concave details principle
For recessed text or surface details, it is generally recommended that the line width be at least 0.35 mm and the depth 0.35 mm, and for raised text or surface details, it is recommended that the width be at least 0.35 mm and the raised height be at least 0.35 mm.
(4) Assembly principle
Assembly models generally have more than one independent shell, for easy disassembly of the assembly, we choose to disassemble the print, so as not to affect the free placement of individual parts, will not affect the best surface quality of the product, the general recommendation of the assembly gap > 0.3mm.
But for some of the one printed movable model, some parts can not be disassembled, of course, can also be printed, the general recommendation of the assembly gap ≥ 0.4mm, or else may be printed with other parts into one.
Sometimes for the convenience of printing, you can also use the support beam to connect all the shells, so you can ensure that the mass printing of your parts will not be lost, it is generally recommended that the thickness of the support beam is not less than 3mm.

7. Process principles
(1) 45° placement principle
Model placement has a great impact on the surface quality and strength of the product, it is generally recommended that the complex features of the workpiece face upwards, the step texture of the workpiece with curved surface placed horizontally is very obvious, similar to the contour topography, it is generally recommended to be placed at an angle of 45° with the bottom of the platform or upright, the long-shaped workpiece and the scraper are generally placed vertically or obliquely at 45°.
(2) Oversized splicing principle
For the oversized parts beyond the size of the printing platform, the method of splicing can be used, and it is generally recommended that the splicing gap > 0.3 mm. triangle, rectangle, serration, tab and pin type can be added for positioning connection when splicing, and AB glue is used for bonding.


(3) Process hole principle
In order to ensure the smooth flow of liquid resin out of the inner cavity of the model after shell extraction to reduce the weight of the model and lower the cost of model making, holes should be opened on the non-important surface of the model, the diameter of the open hole is related to the size of the open surface of the model, but it is generally recommended that the minimum hole diameter is 3mm and the maximum is 30mm, which should be designed according to the size and specific structure of the model, and the process holes can be plugged up after the end of post-processing, and the slot can be used for positioning, and then after a moderate amount of grinding can be.

(4) the principle of coloring parts
For simple coloring parts, you can use integrated printing and then coloring on it, for complex coloring parts, should be based on the coloring requirements of the coloring model disassembled, after coloring and then assembled, assembly principles in accordance with the principle of splicing to stay connected structure and gap.
The above basically covers the analysis of the basic SLA 3D printing technology, if interested you can look at our light-curing resin and SLA300, SLA400 for personal studio and small and medium-sized additive manufacturing solutions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}